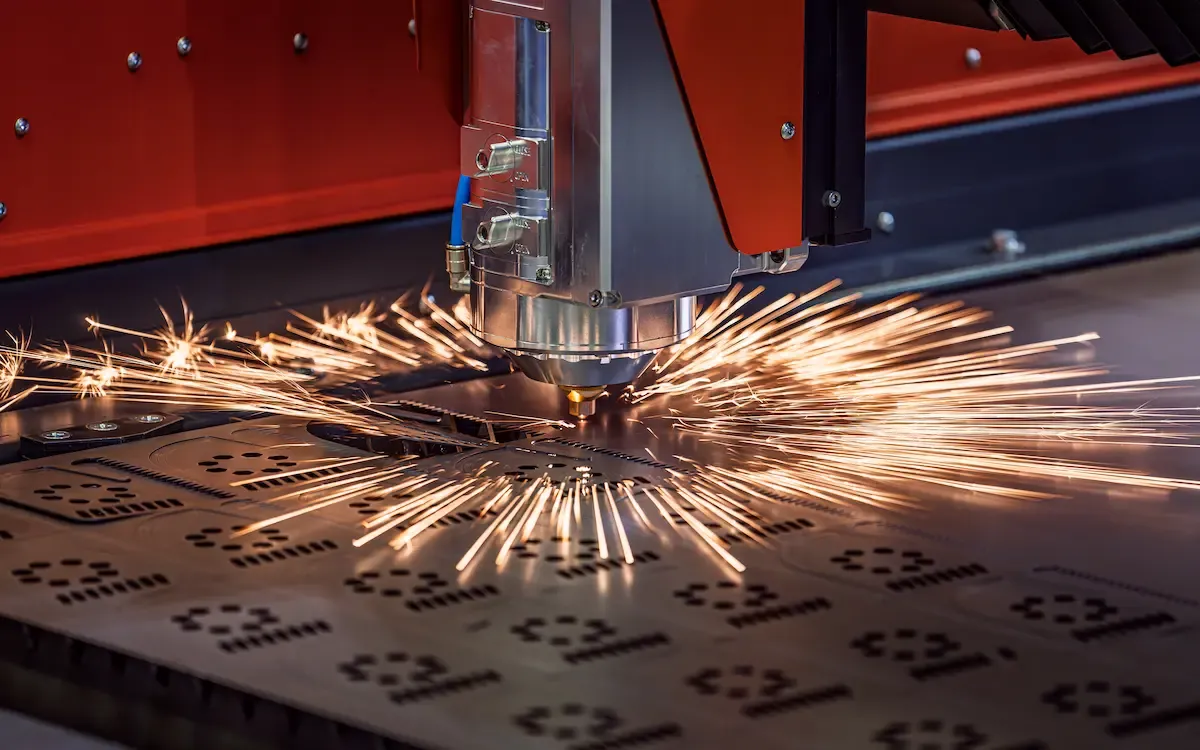
Sheet metal processing with laser cutting in industrial optics
Laser cutting applied to sheet metal is now one of the most reliable solutions for obtaining complex components with consistent precision, even when processing challenging materials such as galvanized or three-dimensional geometries. For companies that need to ensure repeatability, reduce tooling time and maintain tight tolerances throughout the production chain, this technology represents an effective balance between speed, quality and flexibility.
When laser cutting becomes strategic in sheet metal processing
In the B2B context, laser cutting emerges as the preferred choice when production must support frequent format variations and high complexity of shapes, without sacrificing dimensional stability. The absence of contact between tool and material reduces wear, eliminates the need for dedicated dies and allows new geometries to be programmed quickly, facilitating both prototyping and mass production.
The precision of the beam allows for sharp edges and low roughness, maintaining consistent quality even in the presence of micro-perforations, technical windows or high-density meshing. This becomes critical when parts must later be involved in operations such as metal bending or sheet metal welding, where the slightest deformation can compromise the entire assembly.
An additional strength is the reduction of rework cycles: edge quality directly affects process continuity, decreasing the need for deburring or corrective work that lengthens time and costs. In efficiency-oriented supply chains, this becomes a real competitive advantage.
Parameters affecting the quality of the cut
All process stability depends on the proper modulation of laser energy, its focusing, and the management of assist gas. Power, frequency, feed rate, and gas type influence the depth of cut, the thermally altered zone, and the presence of any micro-imperfections.
Too high an energy density induces excessive melting and potential scorching, while insufficient power can cause failure to separate the material. The thermal behavior of the sheet metal, particularly its conductivity and ability to absorb the beam, determines the operating window within which repeatable performance can be achieved. Temperature stability at the cutting pointis essential so as not to generate unwanted deformation, especially on long length parts or parts with areas of varying thickness.
The angle of incidence of the beam also affects the result, which is particularly relevant when working in 3D. Overall cutting quality therefore hinges on the ability to control these variables consistently and continuously, integrating them with advanced nesting software and sensors that automatically adjust the distance between head and sheet.
How laser cutting changes when processing galvanized sheet metal
The behavior of galvanized sheet metal during laser processing has peculiarities that require experience and dedicated calibrations. Zinc has a lower melting point than steel and tends to vaporize rapidly, producing vapors that can interfere with the beam, alter its stability and generate micro-projections on the surface of the part.
In addition, galvanizing introduces a significant variable: reflectance. The coating can reflect some of the energy, increasing the risk of returns that stress the cutting head and compromise edge quality. For this reason, the choice of power, focal point diameter and gas type is crucial. Nitrogen, for example, reduces oxidation, while oxygen increases speed but also increases the thermally altered zone.
Effective parameter management makes it possible to minimize defects such as coating flaking, edge dulling, or small irregularities that can become problematic in later stages. This is the case in punching or finishing processes, where coating continuity affects corrosion protection and aesthetic quality.
Proper calibration also reduces wear on laser head components, which would otherwise be accelerated by the projection of molten zinc particles. It is therefore critical to adopt a cutting strategy that balances absorption, speed, and final quality to keep the process reliable over time.
Operational differences between 3D laser cutting and flatbed machining
The transition from 2D to 3D changes the very nature of machining, because the beam no longer acts on a stable, flat surface but follows curves, edges, tubes, profiles, and already formed parts. This requires not only different kinematics of the cutting head, but also greater sensitivity to the movements of the part and its complex geometries.
3D laser cutting becomes significant when the design includes components that are already bent, calendered or welded, avoiding the need for manual finishing operations. The ability to perform apertures, windows, chamfers or holes directly on three-dimensional elements allows optimizing the production flow and reducing dedicated equipment.
Accuracy in 3D is affected by phenomena such as beam entry angle and dynamic focus shift. These effects must be compensated for software, especially in the presence of tubes or profiles with non-uniform walls. Thermal management also changes: a three-dimensional shape tends to dissipate heat unevenly, creating zones with different behaviors along the shear path.
When production involves structural elements or complex metalwork, this ability to follow articulated geometries results in more consistent parts, reduced rework, and increased quality of the final assembly.
How to evaluate a laser process in a B2B manufacturing context
Choosing to adopt laser cutting in one’s supply chain requires an evaluation that goes beyond just the aesthetic quality of the edge. In the industrial environment, what matters is
An often underestimated parameter is the roughness of the cut, which affects the accuracy of the fits and the efficiency of subsequent activities. Waste management also reveals much about process maturity: well-optimized nesting highlights skills in cost control and proper use of CAD/CAM software, especially when working with complex geometries or materials with varying thermal behavior.
The presence of internal procedures that track cutting quality and periodic machine checks are indicators of a stable process. Details such as the constancy of the focal point or the intelligent adjustment of the distance from the plate affect the continuity of production, reducing micro-fusions and anomalies that, on large volumes, would generate significant rework.
In a B2B perspective, it is crucial to verify the integration between laser cutting and 3-D modeling. The ability to handle complex files, simulations, and automatic compensations simplifies the production cycle, especially when the parts will later undergo operations such as press-folding or sheet metal welding operations, where the accuracy of the initial dimensions determines the final quality of the product.
Comparative table of operating conditions
| Operational condition | Strengths | Critical aspects |
|---|---|---|
| 2D laser cutting on standard sheet metal | Good dimensional stability, fast programming, accuracy on contours | Limitations on slanted geometries and already formed parts |
| Laser cutting on galvanized sheet metal | Uniform result, maintenance of protective coating with correct parameters | Risk of reflection, zinc vapors, edges more sensitive to overheating |
| 3D laser cutting on tubes and profiles | Flexibility on complex shapes, possibility of drilling and chamfering on already bent or welded parts | Requires software compensations and increased control of thermal dissipation |
When laser cutting becomes a competitive advantage for industrial manufacturing
The strategic value of laser cutting emerges when the company has to manage projects with low error margins and compressed response times. In these cases, the ability to modify a geometry without intervening on physical tools allows a speed unthinkable with traditional techniques. It is an advantage that is amplified in processes where traceability of changes and stability of dimensions affect the quality of the entire assembly.
Laser cutting also makes it possible to anticipate many technical choices during the development phase, reducing late modifications and rework. When a production line needs components with high precision in grafts, housings, or functional edges, consistent, clean cutting facilitates the steps where the sheet metal will be bent, laminated, or subjected to surface treatments. Edge consistency reduces manual corrections, improving process continuity.
Thus, laser technology becomes an ally in product industrialization paths, because it makes it possible to move from prototyping to mass production while keeping quality unchanged. For companies that must meet different tolerances on variable batches, this ability to adapt quickly without losing operational control is a real competitive advantage throughout the supply chain.
Contact us now for help with sheet metal fabrication.